数控机床的刀具与工具系统
一、引言
数控机床作为现代制造业的核心装备,其加工效率、精度与稳定性在很大程度上依赖于其“牙齿”——刀具与工具系统。一个设计精良、选择恰当的工具系统是实现高效、高精度、自动化加工的关键环节。本课件将系统介绍数控机床刀具与工具系统的组成、分类、选择与应用。
二、数控机床刀具系统概述
- 定义与重要性
- 定义:数控机床刀具系统是指在数控机床上,为实现特定加工工艺,由刀柄、刀具及辅助元件构成的整体。
- 重要性:直接参与切削,决定了加工质量、效率、成本及机床性能的发挥。
- 数控刀具的特点
- 高精度与高刚性:保证加工尺寸精度和表面质量。
- 高可靠性及稳定性:适应自动化、长时间连续加工的需求。
- 标准化、系列化:便于快速换刀和管理。
- 断屑与排屑性能好:确保自动化加工过程顺畅。
- 尺寸可预调与补偿:便于在机外对刀,减少机床停机时间。
三、数控刀具的主要类型与材料
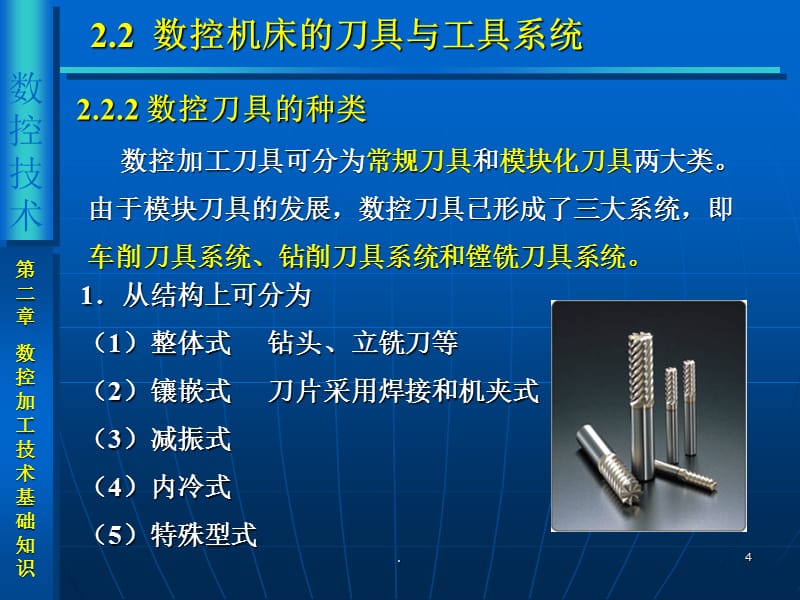
- 按结构分类
- 整体式刀具:刀头与刀体为一体,刚性好,常用于立铣刀、钻头等。
- 焊接式刀具:将硬质合金刀片焊接在刀杆上,结构简单。
- 机夹式可转位刀具(主流):采用标准化可转位刀片,刀片磨损后可快速转位或更换,效率高,成本低。
- 复合式/专用刀具:为特定工序设计,可一次完成多特征加工。
- 按加工工艺分类
- 车削刀具:外圆车刀、内孔车刀、螺纹车刀、切断刀等。
- 铣削刀具:面铣刀、立铣刀、键槽铣刀、球头铣刀、成型铣刀等。
- 孔加工刀具:钻头、铰刀、锪钻、镗刀等。
- 常用刀具材料
- 高速钢 (HSS):韧性好,可用于复杂刀具,但耐热性较差。
- 硬质合金:应用最广,分为钨钴类(K)、钨钛钴类(P)等,性价比高。
- 涂层硬质合金:在硬质合金基体上涂覆TiN、TiAlN等涂层,显著提高硬度、耐磨性和热稳定性。
- 陶瓷与金属陶瓷:高硬度、耐高温,用于高速精加工。
- 立方氮化硼 (CBN):超高硬度,用于加工淬硬钢、铸铁等。
- 金刚石 (PCD):硬度最高,用于加工有色金属、非金属及复合材料。
四、数控机床工具系统(刀柄系统)
工具系统是连接机床主轴与刀具的桥梁,其核心是刀柄。
- 工具系统的组成
- 刀柄:与机床主轴接口匹配。
- 拉钉:供主轴内的拉刀机构拉紧刀柄。
- 夹头/弹簧夹套:用于夹持直柄刀具。
- 中间接杆/变径套:用于长度或直径转换。
- 刀片/刀具本体。
- 主流刀柄类型与标准
- BT刀柄 (JIS B 6339标准):日本常用,锥度为7:24,带机械手夹持槽。
- CAT刀柄 (MAS 403标准):美国常用,又称V-Flange,与BT相似但拉钉不同,需注意区分。
- HSK刀柄 (DIN 69893标准):中空短锥刀柄,采用1:10锥度并端面接触,高速、高刚性、高精度,适用于高速加工中心。
- 其他:KM、CAPTO等。
- 刀具夹紧方式
- 弹簧夹头刀柄 (ER/DA等):夹持范围广,通用性好,常用于钻头、立铣刀。
- 侧固式刀柄:用侧向螺钉压紧,刚性好,用于粗加工、大切深。
- 液压刀柄:利用液压膨胀均匀夹紧刀具,高精度、高减振性。
- 热缩刀柄:加热后插入刀具,冷却后产生极大收缩力,跳动精度极高。
- 面铣刀杆:专门用于安装可转位面铣刀盘。
五、自动换刀装置 (ATC) 与刀具管理
- 自动换刀装置 (ATC)
- 作用:在数控程序控制下,自动将主轴上已用刀具与刀库中待用刀具进行交换。
- 形式:斗笠式、圆盘式(刀仓)、链式刀库等。
- 换刀过程:还刀 → 选刀 → 装刀。
- 刀具管理与预调
- 刀具号 (T-code):程序中调用刀具的编号。
- 刀具偏置/补偿:包括长度补偿(H)、半径补偿(D),用于修正刀具实际尺寸与理论值的偏差。
- 刀具预调仪:在机外精确测量刀具的长度和直径,并将数据输入数控系统,是实现高效加工的重要环节。
- 刀具生命周期管理:跟踪刀具使用时间、磨损状况,进行预警和更换。
六、刀具选择的基本原则
- 根据被加工材料选择:材料硬度、韧性等决定刀具材料和槽型。
- 根据加工性质选择:粗加工选强韧性好的刀具,精加工选耐磨性高的刀具。
- 根据机床性能选择:考虑机床功率、刚性、主轴接口及最高转速。
- 根据加工工艺与特征选择:考虑工序内容(车、铣、钻)、工件几何形状。
- 兼顾效率与成本:在保证加工质量的前提下,追求高金属去除率与低单件成本。
七、
数控机床的刀具与工具系统是一个技术密集的子系统。正确理解其构成、特性与选用原则,对于充分发挥数控机床的潜能、保障加工质量、提高生产效率和降低生产成本至关重要。随着制造技术向高速、精密、智能、复合方向发展,刀具与工具系统也将持续向着高性能、高可靠性、智能化和环保化的方向演进。